
لحام الأسلاك النحاسية
مقالات
اختيار الوثائق المعيارية لتصميم المرافق الطبية
31 أغسطس، 2017 في 00:44، الخميس
ObscheeSP 256.1325800.2016 تصميم التركيبات الكهربائية من zdaniyPUE السكنية والعامة 7 izd.Kabelnye izdeliyaGOST 50571.5.52-2011 P / IEC 60364-5-52: 2009 التركيبات الكهربائية في الجهد المنخفض. في كثير من الأحيان.
2 نوفمبر، 2016 في 21:59، الأربعاء
يتم أخذ هذه المقالة من http://vgs-design-el.blogspot.ru/ الموقع “نحن تصميم كهربائي معا” نبذة عن الكاتب من بلوق http://vgs-design-el.blogspot.ru/Сологубов فيكتور G.، 65 عاما. انتهيت.
حول تغيير غوست على جودة إي لعام 2016.
20 يوليو، 2016 في 00:04، الأربعاء
حول تغيير غوست على جودة إي لعام 2016. ونتيجة لذلك، أمر روزستاندارت من 22 يوليو 2013. رقم 400 منذ 01 تموز (يوليو) 2014. تم إلغاء غوكت R 54149- 2010، وذلك بسبب اعتماد وإدخال.
اختيار محطة توليد الكهرباء الديزل: التيارات التي تبدأ
6 ديسمبر، 2015 في 22:24، الأحد
عند اختيار محطة للطاقة الديزل (ديس) كمصدر مستقل (الرئيسي أو النسخ الاحتياطي) مصدر الطاقة من المصمم، العديد من المزالق تكمن في الانتظار. واحدة من هذه “الحجارة” يافل.
- بيسي “إنيرجيا” 292
- انيرغو ستال، زاو 52
- زاو نالادكا 45
- Ваш электрик казань 44
- تالجوس 44
عرض الكل
- يوري نيكولايفيتش 188
- دينيس 90
- تشوخين أليكسي غوريفيتش 57
- ايفان بوريسوفيتش 46
- الكسندر 43
مشاهدة جميع
- مشروع VLI0.4 كيلو فولت من القرية الكوخ 0
- إعادة المعدات التقنية من 0.4 كيلو فولت خط نقل الكهرباء ل. 1
- منزل 15 كيلوواط 2
- مخطط لوحة الكمبيوتر ششك 1
- مشروع إمدادات الطاقة 1
عرض الكل
- مشروع 10 كيلو فولت خط علوي مع ريكلوسر 43
- تصاعد نقاط الدعم الذاتي معزول الأسلاك 38
- أوتوكاد 33 مكتبة تدوين
- جهاز شبكة المبارزة كتب. 26
- البيانات المرجعية على معاملات الحساب. 20
عرض الكل
دروس جديدة
باستخدام هذا المورد، فإنك توافق على بنود اتفاقية المستخدم. تخضع جميع المواد الموجودة في هذا الموقع لحقوق الطبع والنشر (بما في ذلك التصميم). يحظر النسخ والتوزيع (بما في ذلك النسخ إلى مواقع وموارد أخرى على الإنترنت) أو أي استخدام آخر للمعلومات والكائنات دون الحصول على موافقة مسبقة من صاحب حقوق الطبع والنشر. خريطة الموقع
لحام الأسلاك النحاسية: لمحة عامة عن الأساليب والمعدات. لحام أو لحام الأسلاك النحاسية – وهو أفضل؟
المهمة الأكثر أهمية عند توصيل أي الاتصالات الكهربائية هو ضمان الحد الأدنى من المقاومة. مع اتصال الفقراء، والمقاومة بين الأسلاك النحاسية زيادة كبيرة، مما أدى إلى تسخين الكابل. هناك العديد من الطرق لربط جهات الاتصال، ولكن يعتبر الحق الأكثر موثوقية وفعالة أن يكون لحام الأسلاك النحاسية. هذه التكنولوجيا تسمح اتصال متجانسة من جميع أسلاك السلك، وبالتالي تحقيق أدنى مقاومة كهربائية ممكنة. ونتيجة لذلك، يتم القضاء على تسخين الأسلاك، وبالتالي يتم زيادة مستوى السلامة من الحرائق بشكل ملحوظ.
النحاس هو المادة الرئيسية للموصلات. نظرا للخصائص الفيزيوكيميائية لهذه المواد (اللدونة العالية، عدم المرونة)، العمل معها له خصائصه الخاصة. وتنص قواعد تركيب التركيبات الكهربائية على أن عمليات التوصيل والتفرع وإنهاء موصلات الكابلات والأسلاك يمكن أن تتم عن طريق اللحام أو اللحام أو العقص أو اللقط (الترباس والمسمار وما إلى ذلك). كل واحد منها له خصوصياته الخاصة، والتي سيتم مناقشتها أدناه.
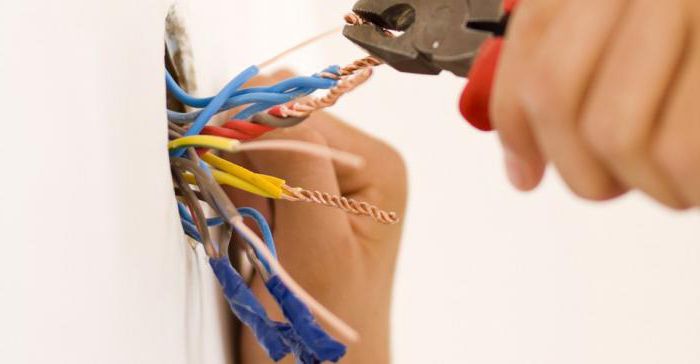
سلك اتصال عن طريق التواء
يحظر التواء الأسلاك البسيط من قبل بو لأنه هو الأكثر كفاءة، قصيرة العمر و الخطرة. وعلى الرغم من هذا، والحرفيين المنزل تتوقف أبدا عن استخدام هذه الطريقة، على الرغم من أن عواقب مثل هذه “الإبرة” 9raquo. يمكن أن يكون معظم السباحة.
سلك التواء لديه عيب واحد مهم: اتصالات النحاس مع تشوه الوقت ويضعف، وأخيرا في نهاية المطاف انهيار بسبب مقاومة عابرة عالية.
 وينبغي أن نتذكر أن طريقة التواء يمكن استخدامها فقط في حالات استثنائية، إذا كان من الضروري لاستعادة امدادات الطاقة على وجه السرعة، وأساليب أخرى لا يمكن الوصول إليها في حالة معينة. فمن المهم جدا لرعاية نوعية وسلامة وموثوقية الاتصال.
وينبغي أن نتذكر أن طريقة التواء يمكن استخدامها فقط في حالات استثنائية، إذا كان من الضروري لاستعادة امدادات الطاقة على وجه السرعة، وأساليب أخرى لا يمكن الوصول إليها في حالة معينة. فمن المهم جدا لرعاية نوعية وسلامة وموثوقية الاتصال.
- ربط الأسلاك مصنوعة من مواد مختلفة (الألومنيوم والنحاس)؛
- ربط النحاس الأسلاك الصلبة مع الذين تقطعت بهم السبل.
عملية التواء هي كما يلي:
- مسح الأسلاك من العزل على مسافة 6-8 سم من الحافة؛
- تطبيق سلك واحد إلى أخرى متقاطع وتشديد بأقصى قدر ممكن. إذا كان المقطع العرضي من الأسلاك النحاسية أكثر من 1 مربع. مم، يتم تنفيذ هذه العملية باستخدام كماشة.
- لدغة قبالة نهاية المتبقية من الأسلاك مع القواطع الأسلاك.
- عزل التواء بمساعدة المواد العازلة الخاصة (بك أو أنابيب قابلة للانكماش الحراري، قبعات) أو عدة طبقات من الشريط العزل. العزل يجب بالضرورة التقاط طبقة عازلة من الأسلاك.
هذا الأسلوب هو عملية ربط الأسلاك عن طريق العقص لهم مع أنبوبي كم خاص أو طرف. وتستخدم هذه الأجهزة إذا كان المقطع العرضي من الأسلاك النحاسية 2.5-240 متر مربع. مم. مزايا لا شك فيه من العقص التكنولوجيا هي سرعة ودقة العمل، فضلا عن المتانة اللاحقة والسلامة من المفاصل.
 ل العقص، يتم استخدام أداة خاصة – كماشة الميكانيكية، الهيدروليكية أو الكهربائية أو المطابع الضغط المهنية. ويتم اختيار الأكمام مع الأخذ بعين الاعتبار المقطع العرضي وعدد من الأسلاك ليتم توصيلها.
ل العقص، يتم استخدام أداة خاصة – كماشة الميكانيكية، الهيدروليكية أو الكهربائية أو المطابع الضغط المهنية. ويتم اختيار الأكمام مع الأخذ بعين الاعتبار المقطع العرضي وعدد من الأسلاك ليتم توصيلها.
بعد إزالة العزل وتجريد من الأوردة، فإنها تنطبق على معجون الكوارتز الفاسلين، ووضع كم على وتجعيد ذلك. يتم عزل الأكمام المضغوطة.
استخدام مختلف العقص والكتل الطرفية هو شائع جدا عند توصيل المنافذ الكهربائية، والمفاتيح، وأجهزة الإضاءة، وعند تثبيت لوحات المفاتيح. هذه الأجهزة تسمح الأسلاك النحاسية ليتم توصيلها بدقة وبسرعة، ومع ذلك، لا يمكن أن تقيد الأسلاك تقطعت بهم السبل دون لحام الأولي أو العقص بواسطة طرف أنبوبي في المشبك المسمار.
وتشمل المزايا المشكوك فيها من المشابك المسمار إمكانية توصيل أسلاك الألمنيوم مع النحاس، وغياب الحاجة لعزل لاحق من الاتصالات.
ومع ذلك، هذا النوع من الاتصال لا يخلو من العيوب. فإنه يحتاج الصيانة الدورية، التي تنطوي على التواء عناصر لقط. النحاس هو مادة لينة جدا، وعرضة ل “التسرب” 9raquo. من تحت الحمل. وحتى لو تم إجراء الوصلات عن طريق محابس لقط ذاتية التحميل محملة بنابض صارمة، وذلك بسبب مساحة صغيرة جدا من أسطح الاتصال تحت الحمل الثقيل، يتم تسخين عناصر الربيع وإطلاقها، بحيث تنخفض مرونتها جنبا إلى جنب مع جودة الاتصال.
لضمان اتصال جيد، لحام أو لحام الأسلاك النحاسية هو الأكثر استخداما. ما هو أفضل من هذه الأساليب؟ بالتأكيد، لحام. المسألة هي أن لحام هو عملية شاقة بدلا من ذلك وتستغرق وقتا طويلا، وخاصة إذا كنت ترغب في توصيل كابل النحاس الذين تقطعت بهم السبل. وبالإضافة إلى ذلك، يتم تدمير المركبات اللاصقة مع مرور الوقت بسبب وجود ثالث، وأكثر قابلية للتفتيت والمعادن القابلة للانصهار – لحام. وجود مقاومة انتقالية في المفاصل من سبائك مختلفة يساهم في ظهور التفاعلات الكيميائية المدمرة وغيرها من العمليات السلبية.
عندما ملحومة الأسلاك النحاسية، مفهوم “contact9raquo؛ يختفي عموما، منذ يتم المجمع متجانسة من نفس النوع من المعادن. وبطبيعة الحال، فإن هذه المركبات تتميز بمقاومة منخفضة قياسية، بسبب عدم إطلاق الحرارة عمليا.
وتجدر الإشارة في وقت واحد إلى أن هذه العملية تتطلب معرفة وخبرات معينة. المفارقة كما يبدو، ولكن تطور نوعية أفضل من سيئة لحام، تذكر هذا.
عملية لحام يبدأ مع ما قبل تنظيف نهايات الأسلاك من العزل والأكاسيد. ثم يتم ملتوية، مغطاة مادة خاصة – تدفق، ثم يتم الضغط عليها. فمن الممكن لحام الأسلاك ليس فقط من النحاس، ولكن أيضا من الألومنيوم، والشيء الرئيسي هو اختيار تدفق وجندى بشكل صحيح. لا ينصح باستخدام تدفق حمض نشط، لأنها سوف تبقى دائما على الأسلاك، مما أدى إلى انقطاع سريع في الاتصال.
لحام واحد يأخذ الكثير من الوقت، ولكن إذا فعلت بشكل صحيح، وهذا الاتصال تكون موثوقة ودائمة. بعد الأسلاك بارد، يجب أن تكون معزولة بعناية.
الاتصال الأكثر نوعية وآمنة هو اللحام من الأسلاك النحاسية. المقاومة في مكان الاتصال من الأسلاك لا يتجاوز مؤشر المقاومة القياسية. هذه الطريقة لا تستغرق الكثير من الوقت وتعتبر بسيطة نسبيا. مع الحد الأدنى من المهارات والمعرفة، لحام الأسلاك النحاسية في المنزل هو ممكن تماما.

عند تنفيذ عمليات اللحام، يجب مراعاة جميع قواعد الحريق والسلامة الكهربائية بدقة. لتجنب الحروق وإصابات العين، يجب دائما استخدام معدات الوقاية الشخصية – ملابس واقية وقفازات خاصة، قناع لحام أو نظارات واقية.
يتم توصيل الأسلاك عن طريق لحام من قبل أجهزة من أنواع مختلفة. فمن الأكثر ملاءمة لاستخدام جهاز العاكس لحام الأسلاك النحاسية، منذ الأجهزة من هذا النوع تتميز أبعاد صغيرة والوزن، واستهلاك الطاقة الاقتصادية ومجموعة واسعة من التعديلات من اللحام الحالي. وتشمل مزاياها القدرة على توفير حرق مستقر للقوس الكهربائي.
إذا تم التخطيط لكمية كبيرة من الأعمال الكهربائية، فإن شراء آلة لحام من نوع العاكس تكون معقولة ومبررة تماما. وبالإضافة إلى ذلك، فإن هذه المعدات بالتأكيد لن يكون “الوزن الميت” في المستقبل.
ملامح عملية لحام الأسلاك النحاسية
لحام من الأسلاك النحاسية يمكن القيام بها على حد سواء متغير، والتيار المباشر في مؤشرات الضغط من 15-30 القرن انه لامر جيد جدا، إذا كان في إمكانية الجهاز من تعديل التيار يتم توفيرها.
على سبيل المثال، لحام اثنين من الأسلاك النحاسية المقطع العرضي من 1.5 متر مربع. مم، بما فيه الكفاية 70 A. لحام ثلاثة أسلاك مع نفس المقطع العرضي، يجب زيادة الحالي إلى 90 ألف اتصال ثلاثة أسلاك المقطع العرضي 2.5 متر مربع. مم وسوف تكون مطلوبة من 80 إلى 100 ألف، ولحام خمسة أسلاك مماثلة – 120 A. إذا تم اختيار اللحام الأمثل الحالي، لا يوجد “الشائكة” 9raquo. القطب، وحرق القوس مستقر إلى حد ما.
لحام الأسلاك من النحاس، استخدام النحاس والنحاس “pinsils9raquo؛ (أقطاب). إذا كان هناك لا شيء، فمن الممكن استخدام قضبان الكربون من البطاريات من نوع الإصبع.
يتم تنظيف نصائح الأسلاك 5-6 سم طويلة من طلاء العزل والملتوية، بدءا من شرائح العزل، وترك 5-6 ملم في نهاية تطور في شكل غير مرغوب فيه. يجب أن تكون هذه النصائح تقويمها، مطوية بالتوازي مع الضغط على بعضها البعض. عندما التواء ثلاثة أو أكثر من الأسلاك، في نهاية كنت لا تزال بحاجة إلى ترك اثنين فقط نصائح مجانية، وقطع الآخرين في موقع آخر لفائف تطور. إذا كانت آلة لحام ليست قوية بما فيه الكفاية، فإن مثل هذا تطور تجعل من السهل تشكيل الكرة تذوب. إذا كان هناك ما يكفي من اللحام الحالي في الجهاز، يمكنك جعل تطور بسيط.
بعد ذلك، يتم فرض التواء مع المشبك لحام. إذا كان هذا الجهاز غير متوفر، يمكنك استخدام كماشة القديمة المعتادة.

يتم ملحومة إعداد مشترك مع القطب الكربون. في عملية لحام الأسلاك النحاسية، وتنتهي الغايات نونتويستيد قبل تشكيل الكرة تذوب. لضمان الاتصال الميكانيكية والكهربائية يمكن الاعتماد عليها من الأسلاك، يجب أن منطقة الذوبان تذهب بالضرورة إلى التواء.
مدة اللحام يجب ألا تتجاوز 2-3 ثانية، وإلا فإن العزل من الأسلاك تذوب. بعد التبريد الكامل للاتصال، معزول مع عدة طبقات من الشريط الكهربائي أو قبعات خاصة، بك أو الحرارة يتقلص أنابيب.
لحام الأسلاك مع لحام الحديد: كيفية القيام بذلك بشكل صحيح
واحدة من الطرق الأكثر موثوقية لربط الأسلاك لحام. هذه هي العملية التي يتم فيها ملء الفراغ بين الموصلين بالجند المصهور. يجب أن تكون نقطة انصهار اللحام أقل من نقطة انصهار المعادن التي انضمت. في المنزل، وغالبا ما يستخدم لحام – جهاز صغير يستخدم الكهرباء. للتشغيل العادي، قوة لحام الحديد يجب أن يكون على الأقل 80-100 W.
ما تحتاج إلى لحام لحام الحديد
بالإضافة إلى الحديد لحام، وسوف تكون هناك حاجة لحام، الصنوبري أو تدفقات، فمن المستحسن أن يكون لها دعم. حتى في عملية العمل قد تتطلب ملف صغير وصغيرة كماشة.

في معظم الأحيان لديك لحام الأسلاك النحاسية، على سبيل المثال، على سماعات الرأس، عند إصلاح الأجهزة المنزلية، الخ.
للحصول على اتصال جيد من الأسلاك، تحتاج إلى تنظيفها من الأوساخ، بما في ذلك من فيلم أكسيد. إذا كان لا يزال من الممكن تنظيف الأسلاك أحادية يدويا، لا يمكن تنظيف الموصلات الذين تقطعت بهم السبل بشكل طبيعي. وعادة ما يتم التعامل معها مع الصنوبري أو التمويه – المواد الفعالة التي تذوب الأوساخ، بما في ذلك فيلم أكسيد.
والروسين والتدفقات تعمل بشكل جيد، إلا أن تدفقات أسهل للاستخدام – يمكنك تراجع الفرشاة في الحل وبسرعة معالجة الأسلاك. في الصنوبري تحتاج إلى وضع الموصل، ثم دافئ مع لحام الحديد، بحيث المواد المنصهرة يغلف سطح كامل من المعدن. إن عدم استخدام التدفقات – إذا بقيت على الأسلاك (وتظل)، تآكل تدريجيا قذيفة المجاورة. لمنع حدوث ذلك، يجب التعامل مع جميع نقاط اللحام – مسح ما تبقى من تدفق مع الكحول.

وتدفقات لحام لحام لحام الأسلاك النحاسية
ويعتبر الصنوبري أداة عالمية، ويمكن اختيار تدفق وفقا للمعادن التي كنت تسير على لحام. في حالة الأسلاك، وهذا هو النحاس أو الألومنيوم. للحصول على النحاس والألومنيوم الأسلاك اتخاذ تدفق لتي-120 أو البوراكس. عمل جيد جدا تدفق عصري من الصنوبري والكحول التشويه والتحريف (1 إلى 5)، بالإضافة إلى ذلك، فإنه من السهل أن تجعل أيديهم. في الكحول إضافة الصنوبري (يفضل الغبار أو قطع صغيرة جدا منه) ويهز حتى الذائبة. ثم هذا المجمع يمكن التعامل مع الموصلات والتقلبات قبل لحام.
لحام، وتستخدم لحام لحام أسلاك النحاس 60 PIC PIC PIC 50 أو 40 – والقصدير والرصاص. مركبات الزنك هي أكثر ملاءمة للألمنيوم. الأكثر شيوعا – CO-12 و P250A (الزنك والقصدير)، ودرجة (الزنك والقصدير مع إضافة النحاس) TSA- 15 (الزنك والألومنيوم).

أنها مريحة لاستخدام اللحيم مع الصنوبري
انها مريحة جدا لاستخدام الجنود، والتي تشمل كولوفوني (بيك 61). في هذه الحالة، ليست هناك حاجة إلى ما قبل علاج كل موصل في الصنوبري بشكل منفصل. ولكن للحصول على لحام ذات جودة عالية، يجب أن يكون لحام الحديد قوية – 80-100 W، والتي يمكن أن الاحماء بسرعة درجات الحرارة لحام اللازمة.
من أجل لحام بشكل صحيح لحام الأسلاك لا تزال هناك حاجة إلى:
- الوقوف. يمكن أن تكون مصنوعة من المعدن تماما أو على حامل خشبي / البلاستيك حامل معدني ثابت لحام الحديد. كما أنها مريحة إذا كان هناك صندوق معدني صغير لالوردي.

لحام مع لحام الحديد هو أكثر ملاءمة مع عصامي و مصنع الوقوف – ليست مهمة جدا

لذلك تحتاج إلى شحذ غيض من لحام الحديد

كماشة – من أجل عقد الأسلاك
التنظيف يمكن أن تتطلب الكحول، للعزل – الشريط العازلة أو الحرارة يتقلص أنابيب من أقطار مختلفة. هذا هو كل المواد والأدوات، التي بدونها لحام أسلاك لحام مستحيل.
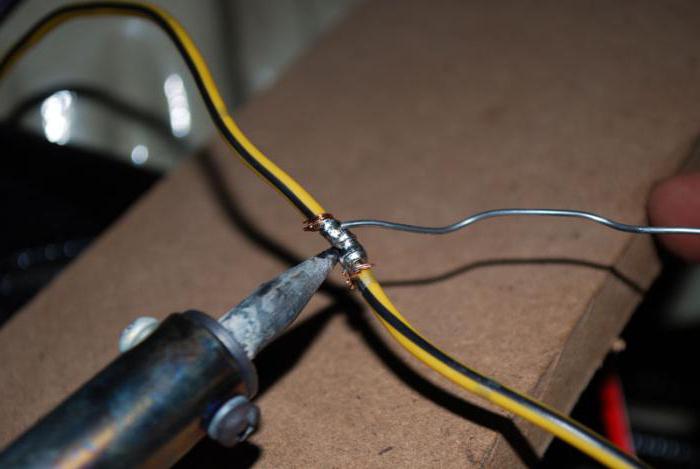
عملية لحام بواسطة لحام الحديد
ويمكن تقسيم تكنولوجيا لحام كامل لحام أسلاك الحديد إلى عدة مراحل متتالية. وتكرر كل منهم في تسلسل معين:
- إعداد الموصلات. عند لحام الأسلاك، يتم تحريرها من العزل. بعد ذلك، يتم إزالة فيلم أكسيد ميكانيكيا منها. يمكنك استخدام قطعة صغيرة من الصنفرة مع الحبوب غرامة. المعادن يجب أن تألق وتكون خفيفة.
- التعليب. سخن لحام الحديد إلى درجة حرارة ذوبان الصنوبري (ويبدأ في تذوب عندما لمست). خذ الموصل، وجلبه إلى قطعة من الصنوبري، ودافئه مع الحديد لحام بحيث يتم غمر جزء تجريد كامل من السلك في الصنوبري. ثم يتم أخذ قطرة لحام على طرف لحام الحديد وحمل على طول الجزء المعالج من موصل. اللحام ينتشر بسرعة، تغطي طبقة رقيقة من الأسلاك. لجعلها تنتشر بشكل أسرع وأكثر بالتساوي، سلك يتحول قليلا. بعد تينينغ، الأسلاك النحاسية تفقد احمرارها، تصبح فضي. حتى التعامل مع جميع الأسلاك التي تحتاج إلى ملحوم

هذا كل شيء. في نفس الطريقة، يمكنك لحام اثنين أو أكثر من الأسلاك، يمكنك لحام الأسلاك إلى نوع من لوحة الاتصال (على سبيل المثال، عند لحام سماعات – يمكنك لحام الأسلاك إلى المكونات أو إلى لوحة على سماعة الرأس)، الخ.
بعد الانتهاء من لحام الأسلاك مع لحام الحديد وأنها قد تبردت، يجب أن تكون معزولة الاتصال. يمكنك بكرة الشريط الكهربائي، يمكنك وضعه على، ومن ثم حرارة الحرارة يتقلص أنبوب. إذا كان هو مسألة إليكتركوندوكتينغ، فمن المستحسن عادة أن تتحول أولا عدد قليل من المنعطفات من الشريط الكهربائية، ووضعها على أنبوب تقلص الحرارة من أعلى، والتي يتم تسخينها.
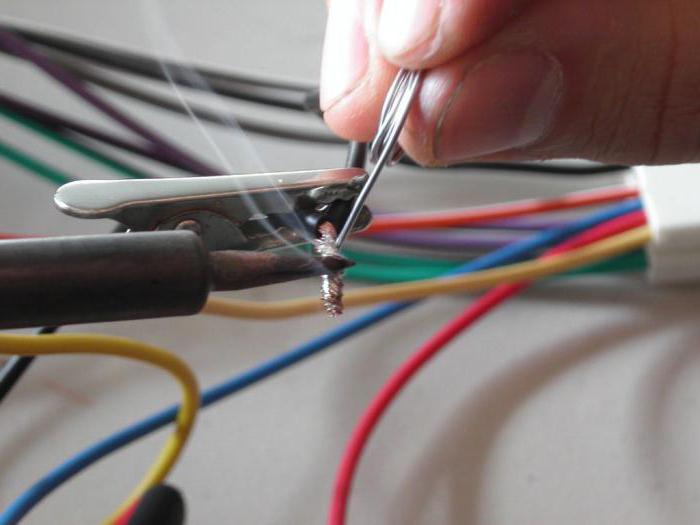
الاختلافات في التكنولوجيا عند استخدام تدفق
إذا تم استخدام تدفق نشط، بدلا من الصنوبري، تتغير عملية تينينغ. الموصلات تنظيفها مدهون مع تكوين، وبعد ذلك يتم تسخينه مع حام الحديد مع كمية صغيرة من اللحيم. ثم كل شيء كما هو موضح.

لحام مع تدفق – أسرع وأسهل
هناك اختلافات في لحام التوائم مع تدفق. في هذه الحالة، لا يمكن سحب كل سلك، ولكن الملتوية، ثم معالجتها مع تدفق والبدء على الفور لحام. الموصلات لا يمكن حتى تنظيفها – المركبات النشطة تآكل فيلم أكسيد. ولكن بدلا من ذلك سيكون من الضروري لمسح نقاط لحام مع الكحول – لغسل بقايا المواد العدوانية كيميائيا.
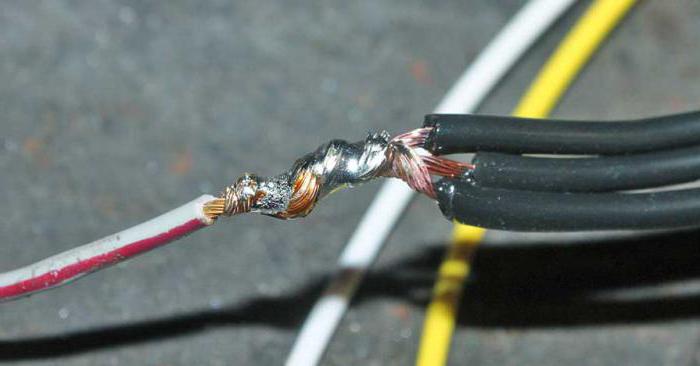
ملامح لحام الأسلاك تقطعت بهم السبل
تقنية اللحام الموصوفة أعلاه مناسبة للكتلة الأحادية. إذا كان السلك هو الذين تقطعت بهم السبل، وهناك الفروق الدقيقة: قبل تينينغ، والأسلاك هي أونتويستد بحيث يمكنك تراجع كل شيء إلى الصنوبري. عند تطبيق لحام فمن الضروري للتأكد من أن كل سلك مغطاة طبقة رقيقة من لحام. بعد التبريد، وإلتواء السلك مرة أخرى في وقف النزف، ثم يمكنك لحام لحام الحديد على النحو المبين أعلاه – انخفض شوكة في لحام وتسخين المسامير مكان والتسبب في القصدير.

عندما تينينغ، يجب أن تكون الأسلاك تقطعت بهم السبل “فلوفد”
هل من الممكن لحام الأسلاك النحاسية مع الألومنيوم
اتصال الألومنيوم مع المعادن رد الفعل الأخرى لا يمكن القيام به مباشرة. منذ النحاس هو مادة نشطة كيميائيا، والنحاس والألومنيوم ليست انضم ملحومة. المشكلة هي الموصلية الحرارية مختلفة جدا والموصلية المختلفة. عندما يمر الحالي، الألومنيوم مع ارتفاع درجات الحرارة أكثر وأكثر توسع. تسخن النحاس وتتوسع أقل بكثير. التوسع المستمر / انكماش لدرجات مختلفة يؤدي إلى حقيقة أنه حتى أفضل اتصال مكسورة، يتم تشكيل فيلم موصل، كل شيء يتوقف عن العمل. ولذلك، النحاس والألومنيوم ليست ملحومة.
إذا كان هناك مثل هذه الحاجة لربط الموصلات النحاس والألومنيوم، وجعل اتصال انسحب. خذ الترباس مع الجوز المناسب وثلاثة غسالات. في نهايات الأسلاك التي يتم توصيلها، يتم تشكيل حلقات من حجم الترباس. خذ الترباس، وضعت على غسالة واحدة، ثم موصل، غسالة أخرى – الموصل المقبل، على رأس – الغسالة الثالثة وإصلاحه مع الجوز.

الألومنيوم والنحاس موصلات لا يمكن ملحومة
هناك عدة طرق أخرى لتوصيل الألمنيوم وخطوط النحاس، ولكن لحام لا ينطبق عليها. قراءة عن طرق أخرى يمكنك هنا، ولكن الترباس – الأكثر بسيطة وموثوق بها.